
 Modern machine tool technology has allowed for many different types of CNC routers to come about. Each piece of equipment has it’s practical use, but knowing which is best for your needs can be difficult.
Modern machine tool technology has allowed for many different types of CNC routers to come about. Each piece of equipment has it’s practical use, but knowing which is best for your needs can be difficult.
Below, we go into detail regarding all types of router and accessories. Read along to learn what type of machinery will best fit your machining needs.
Types of CNC Routers
Industrial CNC routers make up approximately 80% of all the CNC routers that are currently in circulation, as many large companies that specialize in woodworking own several of these machines, to meet the deadlines and mass productions of their product (signs, doors and furniture). They are costly, but are built to endure long hours of continuous operation, which justifies the price for businesses.
Mid-range routers are perfect for businesses that produce much less product (such as sign makers and manufacturers of guitars/musical instruments), and also for the enthusiast/hobbyist. This machine is a grade lower than the industrial CNC router, and although they deliver the same quality of precision, the machine is lighter and much smaller than its “big brother”.
Multi Axis CNC Routers are effective when three dimensional cuts are necessary. Four and 5 axis CNC routers provide more variety and flexibility to the operator, and produce a true 3D cut. These types of CNC routers are usually found in artistic industries, and when quick prototyping is needed.
 It is not very difficult to operate a 5 axis CNC router. The planned finished product is plugged into a computer (usually forming a 3-D visual model). This completed visual model is then communicated (transferred) to the CNC router, and the carving begins according to the specific instructions that had been programmed into the computer by the operator.
It is not very difficult to operate a 5 axis CNC router. The planned finished product is plugged into a computer (usually forming a 3-D visual model). This completed visual model is then communicated (transferred) to the CNC router, and the carving begins according to the specific instructions that had been programmed into the computer by the operator.
Primarily found in medium to large size factories that focus on wood production, a standard 5 axis CNC router is a very large piece of equipment that costs tens of thousands of dollars (U.S. currency), which virtually makes it impossible for this to be a machine for a hobbyist, who works out of their garage or home-based workshop.
On the positive side, thanks to their large size, 5 axis cnc routers have the ability to carve a material/workpiece that is several feet higher and wider than the machine.
Parts of a Standard CNC Router
Motor (either powered by electric or air). The base plate extends off the motor, and the shaft is found extended from the motor and through the base plate. One end of the shaft, the collet, holds the bit (cutting tool) in place.
CNC Router Table
A computerized numerical control (CNC) router table consists of the combination of a moveable frame, flat work area, and router that is operated via a computer.
CNC routers are used to trim, cut and shape material, such as soft metal, wood and types of plastics, in addition to having the ability to etch three-dimensional designs onto the surface material.
A CNC router table can move back and forth on the X-axis or be stationary. Tables that are categorized as stationary, usually have a gantry (motorized frame) that is mounted under the base that freely moves along the X-axis.
Wood is the most common type of work piece used, but polyurethane and plastic are also common types of material that are found on a CNC router table.

CNC Router Bits
Router bits are classified as profile, helical and fluted, and range in diameter from .2 inches to .5 inches.
Bits rotate at very high speeds (up to 30,000 spins per minute), and depending on the designated cuts, many bit shapes are available (including spiral, round and long bits with a knife type head).

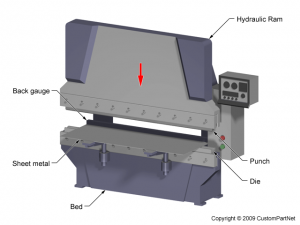 Press brakes are used for bending sheets of metal to a certain angle using tooling known as dies and punches. Although that sounds rather straightforward, choosing the right press brake is not a simple process. To make a wise and informed decision it requires researching series of different factors to determine which press brake options best meet your needs.
Press brakes are used for bending sheets of metal to a certain angle using tooling known as dies and punches. Although that sounds rather straightforward, choosing the right press brake is not a simple process. To make a wise and informed decision it requires researching series of different factors to determine which press brake options best meet your needs.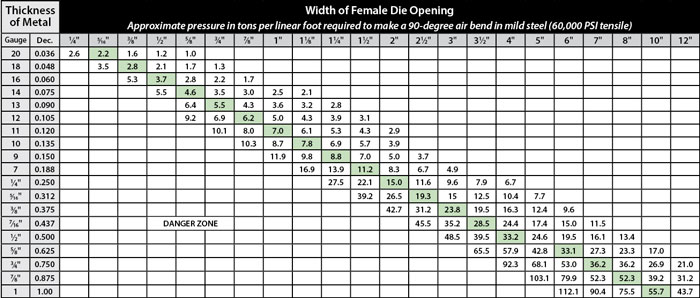
 Milling machines have the ability to accomplish many different tasks because the heads can be changed depending on the type of material being cut and the desired shape of the end results. For instance, if the tool bit is not strong enough to cut through a workpiece (steel for example), the machine may be damaged.
Milling machines have the ability to accomplish many different tasks because the heads can be changed depending on the type of material being cut and the desired shape of the end results. For instance, if the tool bit is not strong enough to cut through a workpiece (steel for example), the machine may be damaged. A bench top milling machine resembles a drill press in appearance, but unlike the limitation of a drill press (which you will have to keep the material stable), a bench top milling machine has the ability to move the workpiece toward the cutter.
A bench top milling machine resembles a drill press in appearance, but unlike the limitation of a drill press (which you will have to keep the material stable), a bench top milling machine has the ability to move the workpiece toward the cutter. Spark Machining or
Spark Machining or 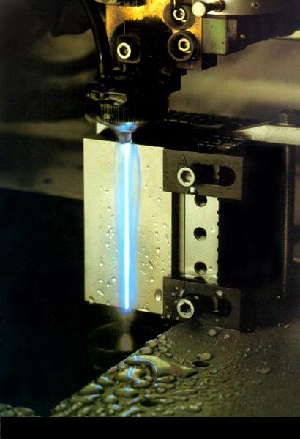
 Titanium has become one of the most popular materials used in aerospace applications. The reason for this are the special properties titanium possesses. Titanium has a relatively low mass for a given strength level and it also is highly resistant to high temperatures.
Titanium has become one of the most popular materials used in aerospace applications. The reason for this are the special properties titanium possesses. Titanium has a relatively low mass for a given strength level and it also is highly resistant to high temperatures. The most important factor to consider when machining titanium or titanium alloys is proper coolant delivery. The goal is to create a low coefficient of friction. This results in lower temperatures so the workpiece does not get soft and the tool life is extended rather than shortened.
The most important factor to consider when machining titanium or titanium alloys is proper coolant delivery. The goal is to create a low coefficient of friction. This results in lower temperatures so the workpiece does not get soft and the tool life is extended rather than shortened.
 KBC Tools and Machinery, Inc. was founded by Karel Bass back in 1965 with the original company name being “Kabaco Tools”. The wholesale distribution company is still headquartered in Sterling Heights, Michigan and their original motto “We Will Not Be Undersold” is still the guiding principle of this
KBC Tools and Machinery, Inc. was founded by Karel Bass back in 1965 with the original company name being “Kabaco Tools”. The wholesale distribution company is still headquartered in Sterling Heights, Michigan and their original motto “We Will Not Be Undersold” is still the guiding principle of this 
 In addition to machine tools they also offer a large selection of abrasives, fluids, measuring and inspection machinery, hand tools, power and air driven tools,
In addition to machine tools they also offer a large selection of abrasives, fluids, measuring and inspection machinery, hand tools, power and air driven tools, 
 As one of the industry leaders in press brake manufacturing, Cincinnati has been creating high quality machine tools for well over 100 years.
As one of the industry leaders in press brake manufacturing, Cincinnati has been creating high quality machine tools for well over 100 years. Providing capabilities that are similar to the Autoform + Series, the Maxform series press brake offers amazing RAM and back gauge speeds. Not only that, this specific type of press brake incorporates Bolt-on RAM noses for specific tooling and exact five-axis back gauge abilities. Adding to their unique specifications, the Maxform series is ANSI B11.3 complaint.
Providing capabilities that are similar to the Autoform + Series, the Maxform series press brake offers amazing RAM and back gauge speeds. Not only that, this specific type of press brake incorporates Bolt-on RAM noses for specific tooling and exact five-axis back gauge abilities. Adding to their unique specifications, the Maxform series is ANSI B11.3 complaint. With a three-sigma RAM repeat level, the Proform press brake series is ideal for a variety of different machining needs. Also including a graphical tool library with unique part views, this series of press comes with a five year parts warranty. In addition, like the other Cincinnati products, the Proform models are completely ANSI B11.3 compliant and are made to fit different back gauges of up to five axes.
With a three-sigma RAM repeat level, the Proform press brake series is ideal for a variety of different machining needs. Also including a graphical tool library with unique part views, this series of press comes with a five year parts warranty. In addition, like the other Cincinnati products, the Proform models are completely ANSI B11.3 compliant and are made to fit different back gauges of up to five axes.
 Before laser machining, traditional machining tools included mills, planers and lathes. Although quality results have been achieved with traditional methods, LBM (laser beam machining) creates greater accuracy in less time.
Before laser machining, traditional machining tools included mills, planers and lathes. Although quality results have been achieved with traditional methods, LBM (laser beam machining) creates greater accuracy in less time. Laser control with 5-axis machining and 6-axis machining.
Laser control with 5-axis machining and 6-axis machining. Cutting
Cutting



 A bending machine is the piece of equipment that is used to bend a flat piece of metal into a specific irregular shapes.
A bending machine is the piece of equipment that is used to bend a flat piece of metal into a specific irregular shapes. 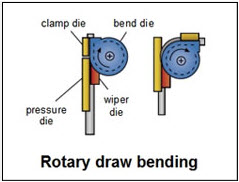
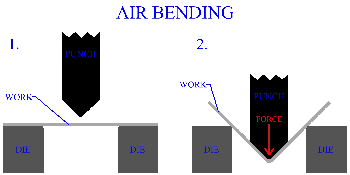 Bottom bending is the metal bending technique that is used when the angle of the finished piece should identically match the die angle.
Bottom bending is the metal bending technique that is used when the angle of the finished piece should identically match the die angle.