
 Also referred to as a backhoe or digger, an excavator is a heavy piece of heavy machinery that is generally used to dig into the ground. An excavator can also be used for building roads, structures and mining various types of minerals.
Also referred to as a backhoe or digger, an excavator is a heavy piece of heavy machinery that is generally used to dig into the ground. An excavator can also be used for building roads, structures and mining various types of minerals.
Because an excavator is such a large piece of machinery, digging jobs are more efficient and effective when the machine is being used due to the amount of materials that it is capable of picking up.
Adding to their versatility, an excavator comes in a variety of different sizes. Ranging in size from smaller machines that can fit into your backyard to gigantic pieces of equipment that are used to excavate enormous rocks and mining substances like gold, soil and diamonds, an excavator serves many purposes. Helping various construction workers make their jobs much easier, an excavator can greatly decrease a projects operational cost while also increasing worker productivity.
Hydraulics in Excavating
 The majority of the excavators that are used in today’s construction world function with a hydraulic part that helps increase the amount of power that the machine uses. In a commonly used excavator, a hydraulic cylinder, a bucket, an arm and a boom will be utilized.
The majority of the excavators that are used in today’s construction world function with a hydraulic part that helps increase the amount of power that the machine uses. In a commonly used excavator, a hydraulic cylinder, a bucket, an arm and a boom will be utilized.
Working synchronized together, each part of the excavator is essential to the machine’s overall performance. Simply making a small adjustment to the excavator’s hydraulic cylinder could extremely improve or decrease the machine’s overall accuracy.
Another critical component of the excavator machine is the cab that sits on top of a platform that pivots on its tracks or wheels allowing it to move around. In order to maneuver the excavator, the machine’s operator sits in the cab and uses the control system to move around. The boom part of the machine acts similar to an arm and is able to reach out and grab whatever object or material that is needed.
In addition to being capable of extracting a large amount of dirt and other substances, the excavator is a very diverse piece of construction equipment. Machine operators are able to remove the excavator’s boom and bucket to install specialized crushing tools, drills or scissors. This allows the piece of equipment to be used to drill through harder materials like concrete.
Types of Excavators
 The two main types of excavators that are typically used include a backhoe and a dragline excavator. The most common type is a crawler excavator.
The two main types of excavators that are typically used include a backhoe and a dragline excavator. The most common type is a crawler excavator.
A backhoe can be seen at pretty much any construction or building site and is the main piece of equipment that is used for digging. The other frequently seen type of excavator is a dragline.
This machine is usually much larger than a backhoe and is used for large mining and civil engineering jobs. Depending on the specific construction job, either a backhoe or a dragline excavator will prove to be more useful.
 Wire electronic discharge machine (WEDM)
Wire electronic discharge machine (WEDM) There are many
There are many 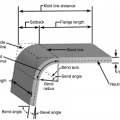
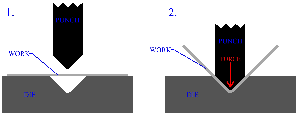
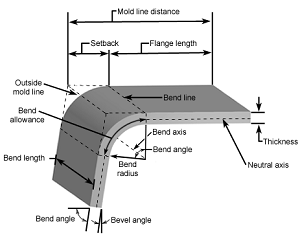 Sheet metal bending is the process by which force is applied to a piece of thin metal, to make it bend. This is the beginning process of making items as small as brackets or as large as chassis.
Sheet metal bending is the process by which force is applied to a piece of thin metal, to make it bend. This is the beginning process of making items as small as brackets or as large as chassis.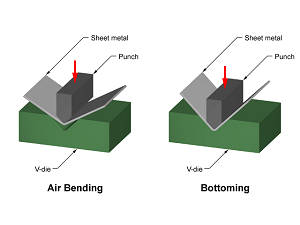

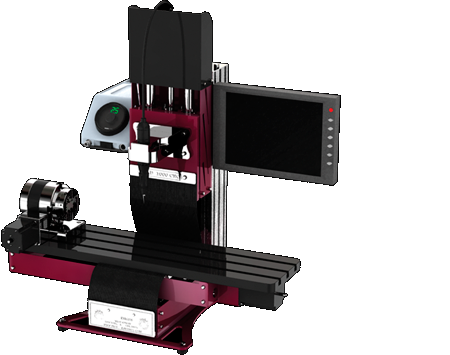 Computer numerical control (CNC) mini lathes are essentially a
Computer numerical control (CNC) mini lathes are essentially a 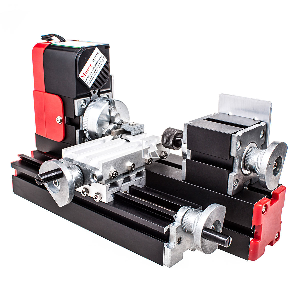 There are not too many CNC mini lathes on the market. In many cases lathes come prepared to add CNC controls and in other cases individuals will buy the peripheral equipment and turn a manual or automatic mini lathe into a CNC lathe.
There are not too many CNC mini lathes on the market. In many cases lathes come prepared to add CNC controls and in other cases individuals will buy the peripheral equipment and turn a manual or automatic mini lathe into a CNC lathe.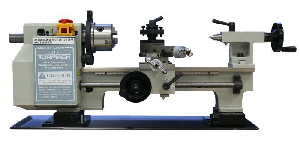


 These processes are utilized to make small diameter holes or very intricate contours in hard metals. Combustor and turbine components need these types of holes to ensure proper cooling.
These processes are utilized to make small diameter holes or very intricate contours in hard metals. Combustor and turbine components need these types of holes to ensure proper cooling. CNC machining is critical to the aerospace industry because of the extremely tight tolerances required. Manual machining cannot ensure that these tolerances can even be met, let alone met consistently.
CNC machining is critical to the aerospace industry because of the extremely tight tolerances required. Manual machining cannot ensure that these tolerances can even be met, let alone met consistently.
 A warehouse may seem like a safe place to work, but there are plenty of injuries that can occur in this type of environment. Warehouse
A warehouse may seem like a safe place to work, but there are plenty of injuries that can occur in this type of environment. Warehouse  4. Forklifts can be very dangerous, if a few simple safety measures are not followed. First of all, no one should operate a forklift unless they are properly trained. A lift truck should never exceed 5 miles per hour, and a damaged truck should never be in use.
4. Forklifts can be very dangerous, if a few simple safety measures are not followed. First of all, no one should operate a forklift unless they are properly trained. A lift truck should never exceed 5 miles per hour, and a damaged truck should never be in use.
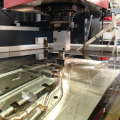
 For many home hobbyists a home laser cutter or laser cutting system makes easy work of cutting precise patterns and etching into plastics, wood, rubber and other soft materials.
For many home hobbyists a home laser cutter or laser cutting system makes easy work of cutting precise patterns and etching into plastics, wood, rubber and other soft materials. With many technological advances being made in the high power laser industry there has been a big increase in the types and numbers of materials suitable for laser cutting. Laser cutting can be used on materials with a variety of thicknesses.
With many technological advances being made in the high power laser industry there has been a big increase in the types and numbers of materials suitable for laser cutting. Laser cutting can be used on materials with a variety of thicknesses. A three-dimensional laser cut is similar to a regular laser cut. The major difference is that the laser, in conjunction with a computer driven program can recognize all sides of a substrate material and not just the face of the material. 3D laser cutters are able to work on cubed materials or other large substrate shapes and not just flat materials.
A three-dimensional laser cut is similar to a regular laser cut. The major difference is that the laser, in conjunction with a computer driven program can recognize all sides of a substrate material and not just the face of the material. 3D laser cutters are able to work on cubed materials or other large substrate shapes and not just flat materials.
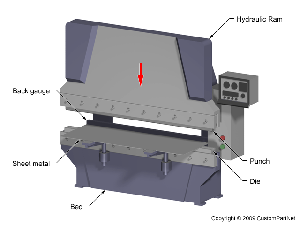 This type of machine/equipment is used to bend metal into different shapes that are then used in auto body repair shops, ventilation systems, and by installers of windows and gutters.
This type of machine/equipment is used to bend metal into different shapes that are then used in auto body repair shops, ventilation systems, and by installers of windows and gutters. Press Brakes are a more complicated version
Press Brakes are a more complicated version
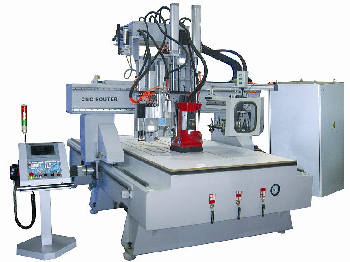 The difference between a CNC router machine and hand held router, is the fact that the tool follows a path via a computer control, instead of being guided by hand.
The difference between a CNC router machine and hand held router, is the fact that the tool follows a path via a computer control, instead of being guided by hand.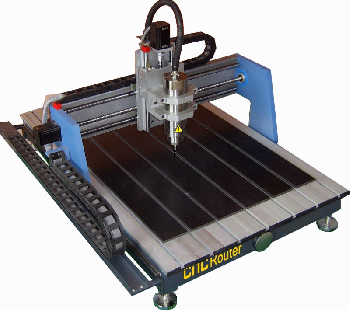 There are a few things to consider before purchasing a
There are a few things to consider before purchasing a 
 Arc welders use both AC and DC current. In order to make the best welds a welder must understand what alternating current (AC) and direct current (DC) signify on the welder as well as on electrodes. AC and DC are terms that refer to the polarity of the electrical current that is created by the welder and runs through the electrode.
Arc welders use both AC and DC current. In order to make the best welds a welder must understand what alternating current (AC) and direct current (DC) signify on the welder as well as on electrodes. AC and DC are terms that refer to the polarity of the electrical current that is created by the welder and runs through the electrode. types of welds:
types of welds: When it comes to stick welding applications DC welding offers certain advantages over AC. Generally, starts are easier, there are fewer arc outages and sticking, there is less spatter, welds have a better appearance, welding vertically or overhead is much easier and DC current is the best ways for beginners to learn “how to weld”. DC welding also provides a smoother arc and DC straight polarity welds a lot of thinner metals better than AC.
When it comes to stick welding applications DC welding offers certain advantages over AC. Generally, starts are easier, there are fewer arc outages and sticking, there is less spatter, welds have a better appearance, welding vertically or overhead is much easier and DC current is the best ways for beginners to learn “how to weld”. DC welding also provides a smoother arc and DC straight polarity welds a lot of thinner metals better than AC.