 Sheet metal bending is the process by which force is applied to a piece of thin metal, to make it bend. This is the beginning process of making items as small as brackets or as large as chassis.
Sheet metal bending is the process by which force is applied to a piece of thin metal, to make it bend. This is the beginning process of making items as small as brackets or as large as chassis.
Air ducts, encasement’s for electronics and building roofs are some of the common areas that benefit from bended sheet metal.
Commonly used equipment for bending sheet metal include box brakes, pan brakes and brake presses. Although the final results may not be precise, some people want to know how to bend sheet metal by hand, and as long as the metal is thin (and small) enough – this is quite a doable task.
The process of metal bending is similar to how you would bend a piece of cardboard over a counter top edge, to achieve a straight line – the difference lies in the amount of pressure required to perform such a task.
A mallet, block of wood and a stake may be some tools that are required in bending sheet metal by hand, without the assistance of a hydraulic or computer controlled brake press (which are tools mainly used in producing a high volume of product).
Types of sheet metal bending methods
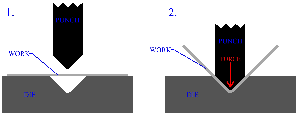
Air Bending
This method of bending sheet metal is done by a “punch” (also known as the “top” or “upper” die) being pressed into the material, and forcing it into the V-shaped bottom die. The bottom die (often referred to as “tools”) can either be square or “V” shaped.
A couple of advantages of using the air bending method are that a variety of materials (and thickness) can be bent in a variety of different angles, which allows for much flexibility with this method. In addition, there are less tool changes, which allows for higher product output.
Due to the fact that the sheet is not in constant contact with the dies, the disadvantage to air bending is that it may not be as accurate as other types of sheet metal bending methods.
This minor disadvantage does not hinder the fact that air-bending remains the preferred method of sheet metal bending.
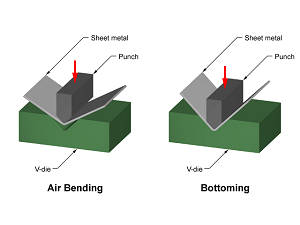
Bottoming
With this sheet metal forming process, the sheet is forced into a “V” shape opening. With this method, the “U” shaped opening option cannot be used.
The advantage with using the bottoming sheet metal bender is that you achieve greater accuracy with little spring back. The minor disadvantage is that for each thickness, bend angle and material change, a different tool setting is needed.
Coining
Coining offers the most precision than other bending sheet metal process, but this method is very costly and rarely used.
Folding
In this process, the long sides of the sheet are clamped, and the beam rises and the sheet folds around the profile. This process is excellent for large sheets, and surface damage is minimal (if at all) with this sheet metal bender.
Wiping
Wiping works in the same manner as the folding process, although it may be faster. The risk of damaging the sheets and producing scratches on the final piece is higher. A special tool attachment is required if using the wiping method on a press brake.
Rotary bending
This method is similar to wiping, but the top die is a free rotating cylinder, and the shape is cut to match the bottom die. This method of sheet metal bending is recommended for surfaces that have been painted. The advantage to this method is that in one single hit, an angle of more than 90 degrees can be achieved.